TECHNICAL NOTES SERIES – PART 30 – CYLINDER HEAD GASKET SUPPORT
A JOWETT ENGINE'S CORSET (SUPPORT)
Introduction
Close to the introduction of the Series III Javelin and Jupiter engines, Jowett Cars Limited introduced an improved cylinder head gasket support, Part Number J54666. This improved support is a one-piece aluminium casting, that should eliminate the requirement for shims to adjust the support height. The earlier style support system was made up of a steel plate, Part Number 52142, that fitted over the centre cylinder head stud, not the oil feed stud to the valve gear, and lodged against the machined ledges provided on the two cylinder liners. Outboard of the plate a thin-walled aluminium tube was placed over the stud to lodge against the liner locating plate and, in theory, the outer face of the tube should have been flush with the outer lip surfaces of the cylinder liners. Shims were available to set the tube absolutely flush with the outer lips of the liners, so that the cylinder head gasket was properly supported. Over the years there have been differing methods employed by mechanics to support the cylinder head gasket, some formed a centre support distance washer to prevent the clamp plate from bending, and a thicker-walled distance tube. No doubt such items were fitted early in the engines’ lives.
Thus, it can be seen that a one piece casting is a much better proposition. A bonus was that, at the time of the single piece support introduction, a zinc plated centre head stud was introduced. This avoided, to a certain extent, the non-getting-along-together of the different metals that comprised the earlier support system. Over the years, the single piece support was installed in engines with centre head studs that had not been zinc plated. At assembly time this was quite alright, but after several years use without corrosion inhibitors, and even more years being left in a drained of coolant condition, severe corrosion has made its presence known.
This corrosion has been such that both cylinder liners have had to be pressed out together, in the hope that the cylinder liner locating lugs would break off. That is another story.
Currently, our club stocks new-manufacture cylinder head gasket supports. The new supports have been deliberately machined so that their overall length is too long for installation in earlier engines. A great amount of care needs to be taken here, mainly because we don't, in most cases, know who has been into the engine before. It could be good to know – but, then again, perhaps it is best if we remain in ignorance on this one! Necessity is probably a better word than bodgerism in this case. Over the years engines have been overhauled and problems found that may have been easily and cheaply fixable (a Jowett owner trait) rather than corroded components being renewed. There are several areas that can affect the way a cylinder head gasket support works effectively.
Concerns
Affecting The Cylinder Head Gasket Support
Concerns that can affect the Series III cylinder head gasket support can be summarised as follows:
Ÿ There have been instances where crankcase sets have been welded to repair physical damage, i.e. cracking due to either a broken connecting rod or crankshaft.
Ÿ Cracks in a crankcase due to frozen cooling system water. It still happens in those areas where temperatures can drop below freezing and anti-freeze has been regarded as an expensive luxury.
Ÿ Welding to repair damaged (corroded or stripped) cylinder head stud threads in the crankcase.
Ÿ Crankcase sets have been left for many years, with cylinder liners remaining in place and being affected by the reaction of aluminium and cast iron.
Ÿ Welding activities to build up coolant jacket walls in a crankcase that has corroded to a very thin state.
Ÿ It should also be appreciated that some crankcases are now close to seventy years old.
Ÿ Cylinder liners that have had their outer lips machined, for whatever reason.
Ÿ In addition to all of that, there were the normal production tolerances.
Skilful welding can restore a crankcase set and, confidence can be placed in good quality welding. However, due to the welding process there is a great likelihood of distortion affecting various areas of the crankcase set. Modern engine reconditioning workshops are now familiar with aluminium crankcases and welded areas can be machined smooth again. The Jowett crankcase set has four sliding fit bores for the cylinder liners and, between each pair of bores there is a boss for the centre cylinder head stud to be threaded into. The thread for the stud is one of the more common areas affected by corrosion and stripping. Due to repair work, or corrosion in this area, there have been instances where the faces for the liner shims have been machined to ensure a good surface for the cylinder liners and their shim/spacer ring packs to seat against. Or, the centre cylinder head stud boss may have been machined, so that its face is below the seat facings for the liners – watch out for this condition.
There could also be the situation where the cylinder head gasket surface of the crankcase has been machined to restore absolute flatness so that the gasket can make an effective seal, when the cylinder head is installed.
All of this, combined with machining of the cylinder liner outer lips, and the current use of copper spacer washers, instead of sealing rings made of gasket material, with cylinder liner protrusion control shims, means that the proper fitting of the cast aluminium support must be treated as very individual activities. To vindicate this individual setting up and fitting process, there is the possibility of different type and tolerance cylinder liners making up a ‘new’ set of four.
Essentially, there are four types of cylinder liner used in Javelin or Jupiter engines:
® The early, Jowett thin wall section in the coolant jacket liner with a thinner head gasket support clamp lip. These are usually manufactured by Hepolite or have the trade name ‘Vacrome’ etched into the skirt.
® The later, Jowett Series III with thicker wall section at the coolant jacket and a thicker head gasket support lip.
® The even later Jowett Engineering liner that was set up to employ Wills type sealing rings at the lip.
® In Australia, and maybe New Zealand, there can be cylinder liners manufactured by Repco. The writer has not encountered this type of liner during engine overhauls.
Installing
The Cylinder Head Gasket Support
To cope with numerous variances, the club supplied cylinder head gasket support must be machined to suit. However, it is a good idea to mark one support with ‘1-3’ and the other with ‘2-4’, then they should be kept on their respective sides of the engine. The actual machining part is quite easy, it is the measuring and calculations that absorb a considerable amount of input for little to see after the work is done. That said, it is well worth while to take the time and effort to ensure that the two supports are set correctly. To do this, the following steps should be taken:
1. Make sure that the crankcase liner seats and the centre stud boss are clean and in good condition.
2. Make sure that the cylinder liner skirts, seat, outer lip and support ledge are clean and in good condition.
3. Lightly oil the liner spigots to ease installation and removal.
4. Using copper spacers and shims, set the liner lip to protrude 0.006" – 0.008" (0.15 mm – 0.20 mm) beyond the crankcase head gasket surface. Using different combinations of shims, very similar protrusions can be achieved – hence the requirement for numbering each cylinder liner (see below). Do not use gaskets.
5. Using an oil based felt tip marker (preferably white), write the cylinder liner number on the coolant jacket of each cylinder liner – 1 & 3, 2 & 4, to help keep them in pairs, in their correct locations.
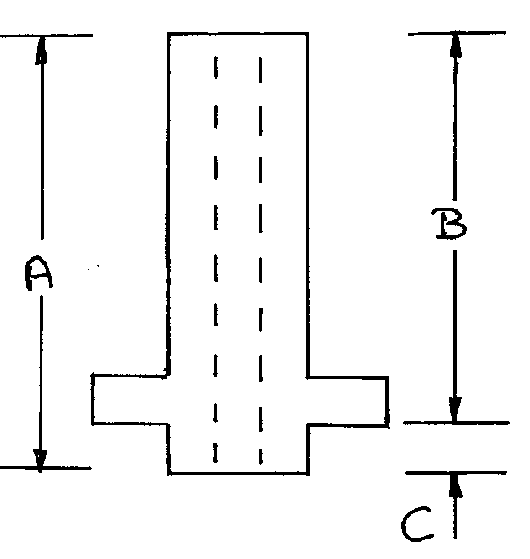
6. To keep track, it is a good idea to set out, on a clean sheet of paper, two sketches of the support as shown in the sketch, below right. The face that is required to be flush with the liner lip is at the top of the sketch. Each sketch should be identified by its cylinder numbers.
7. Do not rely on a cheap digital display Vernier calliper for these measurements – they are too inaccurate and the battery always expires at a critical time.
8. When the liner spacer and shim packs for cylinders 1 and 3 have been established, use a micrometer or a Vernier calliper to measure the assembled spacer/shims and the liner clamp flange, when held firmly together. Write this dimension on the liner support’s sheet of paper for reference.
 9. Ensure that the
previously marked supports are kept to their respective sides of the crankcase
set.
9. Ensure that the
previously marked supports are kept to their respective sides of the crankcase
set.
Right: A rough sketch of the cylinder head gasket
support. Dimension ‘A’ is the overall length of the support, usually 2.439”
(61.95 mm), Dimension ‘B’ is a reference dimension,
from the liner clamp flange to the liner’s lip, and Dimension ‘C’, after
machining correlates to the dimension at Item 8.
10. The bottom dimension, ‘C’ in the sketch will probably need to be machined to the dimensions for the two cylinder liners that were recorded at Item 8.
Important Note: Should there be a situation where one of a pair of liners is an early type, and the other is of the later type, as described above – in such a case, the liner with the thicker clamp flange should have its flange machined to exactly the same dimension as the other liner’s flange. This will ensure even clamping of both cylinder liners.
11. Repeat steps 6, 7, and 8, above, for the cylinders numbered two and four.
12. After machining the support to obtain dimension ‘C’, it is worthwhile machining a recess in the support, at the flanged end (C), to the following dimensions:
Diameter: 0.570” (14.48 mm), and 0.094” (2.39 mm) deep, with a generous countersink.
This machining operation is to facilitate the installation of a rubber ‘O’ ring to seal off coolant migration along the cylinder head stud. ‘O’ ring dimensions are 0.563” (14.30 mm) outside diameter, 0.315” (8.0 mm) inside diameter and 0.142” (3.6 mm) ring width. An ‘O’ ring with these dimensions is a snug fit over the shank of the ⅜” diameter stud, thereby ensuring a sound seal.
13. Apply a smear of Nulon L90 Anti-seize lubricant to the insides of the liner bores and over the support’s cylinder head stud. Slide one of the ‘O’ rings right to the crankcase boss. Trial fit both cylinder liners, with spacer/shim packs, along with the machined cylinder head gasket support, so that all three components slide home together in a smooth action.
Initially this could be difficult, because if the width of the support’s flange is too wide, it will cause the cylinder liners to jam in their bores. Filing the ends of the flange to a reasonable clearance (0.005” [0.127 mm]) between the machined flats on the liners, can be a trial and error task. It is important that, when the three components are in their home positions, the liner skirts are relaxed in their crankcase bores. After filing the ends of the flange, be sure to remove any burrs that could upset further measurements.
14. Using suitable spacers on the cylinder head studs, firmly clamp the three components into place.
15. Hold a good quality straight edge, on its edge, against the liner lips, use a feeler gauge to measure the amount of shim washers that may be required to bring the support’s outer end level with the cylinder liner lips, there could also be a requirement to machine a small amount off the outer end of the support – depending on whether machining work on the crankcase and cylinder liners has affected the support’s position in the crankcase.
Note: Shim washers can be made by clamping a piece of brass shim-stock firmly between two pieces of metal, about 5 mm thick and, in an appropriate position, drill a ⅜” diameter hole through the plates and shim-stock. Then with a ⅜” BSF bolt clamp the piece of drilled shim-stock between two sharp edged plain washers with a fully tightened nut. Excess shim-stock can be trimmed back with tinsnips and finished-off by lightly rotating the clamped washers against a fine bench grinder wheel. If multiple shim washers are required, they can be clamped together at once and finish ground. This is labour intensive, but very worthwhile.
16. Should metal need to be machined from the outer end of the support, set the support up in a three jaw chuck, with one jaw between the two gussets. Machine the centre head stud boss face to achieve the measured overall length of the support, dimension 'A'.
Note: It may be best to machine a snug fitting mandrel in the three-jaw chuck. Mounting the support on the mandrel maintains concentricity for machining.
Setting up the cylinder head gasket supports in this manner ensures that the cylinder liners are properly clamped, and this is particularly of benefit, because when a cylinder head is removed for service operations, the cylinder head gasket support can be clamped by using a suitable spacer and nut. This will allow rotation of the crankshaft without dislodging the liner-to-crankcase seals.
Final
Assembly
At final assembly time, thoroughly clean the cylinder liners, spacers and shims. Final wash them with methylated spirit. Also, final clean the liner seat faces in the crankcase with methylated spirit. When dry, apply a light smear of Loctite Master gasket 515 sealant to the shoulder of the liner, then apply a smear of the sealant to both sides of the spacer rings. Place the shims on the liner skirt first, but not fully home against the shoulder on the liner. Then slide the spacer rings on to the skirts. The sealant is anaerobic and will not harden during installation. Apply a light smear of Nulon L90 lubricant to the shank of the centre head stud, slide the 'O' ring (if used) onto the stud and install the pair of cylinder liners, accompanied by the support and push the assembly fully home in the crankcase. Using suitable spacers on the cylinder head studs clamp the installed components quickly to be held in place during the sealant’s curing. If Locquick Primer-Accelerator has been used for the final cleaning operation, the Loctite 515 will set very quickly indeed.
It should be carefully noted that, after clamping the three components firmly into the crankcase, the Loctite 515 will ‘grow’ a very small amount, increasing cylinder liner protrusion.
Installing The
Outer Seal
The centre head stud bore (the one for the cylinder head gasket support) in the cylinder head can be exposed to engine coolant and/or water. Due to this condition, even though the water seal rubber washer has been installed, coolant can leak through this seal into the rocker cover. The seal needs to be compressed enough to seal against the threads on the cylinder head stud. The following seal installation procedure should be adopted to successfully effect a water tight seal.
The recess in the outer cylinder head face and the cylinder head stud must be absolutely clean and free of oil. The water seal rubber washer, Part Number 52192, is then slid over the stud and pushed firmly into the recess. Apply a small bead of Loctite 515 sealant around the cylinder head stud adjacent to the seal rubber. Next, install the plain washer, Australian Part No. 52193-SM, and push it into the seal recess. This washer is followed by the larger outside diameter plain washer, Part No. 52193-LG, and the cylinder head nut. The nut is then torqued in sequence with the other cylinder head nuts. The smaller diameter washer compresses the seal further into its recess than would be the case if a large diameter washer only was employed, thus effecting a good seal.
The immediate foregoing procedure was brought to the writer's notice by Ed Wolf, for which thanks are due.
Mike Allfrey.